• La plancha en el tanque
• Grabando líneas
• Micropunto (Electrotint, Microtint, Galv-tone)
• Realización de diferentes pruebas
• Aplicaciones
• Estampación
La práctica del proceso de grabado electrolítico implica los siguientes pasos:
• Prepare la plancha con la tira de contacto, desengrásela, cubra con el barniz elegido.
• Llene el tanque con el electrólito adecuado hasta unos 5 cm del borde de la cubeta.
• Una vez que ha terminado de dibujar la plancha hay que introducirla en la cubeta.
• La plancha debe estar completamente sumergida en el tanque donde ya ha instalado la plancha (rejilla) cátodo.
• La rejilla cátodo y la plancha a grabar se conectan a la fuente de alimentación.
• La plancha que se va grabar unida al polo positivo y la rejilla cátodo estará unida al polo negativo de la fuente de alimentación.
• Conecte la fuente de alimentación.
• Entonces la corriente fluye y la plancha se graba.

Cubeta electrolítica con electrolítico de cobre, rejilla de acero colgada de un lateral de la cubeta y conexion de la misma con pinza de crocodrilo
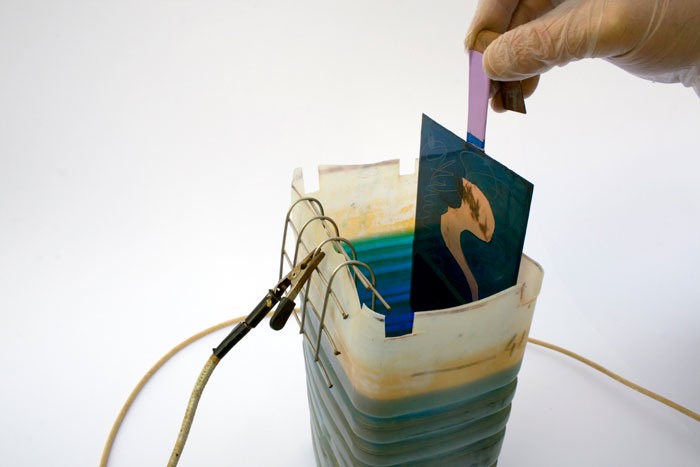
Introducción de la plancha que se va a grabar en la cubeta
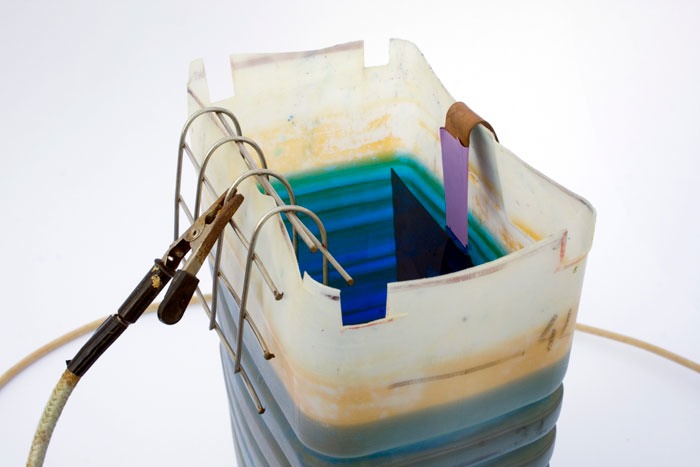
Plancha colgada de un lateral de la cubeta, en paralelo, y opuesta a la rejilla cátodo
• La plancha se colocará a una distancia aproximada de 6 cm del cátodo. Recuerde que la plancha y la rejilla deben estar en paralelo en toda su superficie, que no esté inclinada.
• Conecte los cables de la fuente de alimentación con la ayuda de unas pinzas de cocodrilo.

La tira de contacto de la plancha que se va grabar unida al polo positivo (+) de la fuente de alimentación

Cubeta con la rejilla cátodo y la plancha conectadas, antes de encender la fuente de alimentación
• Conecte la fuente de alimentación regule con el mando el voltaje de 0 voltios hasta que alcance 0,5 voltios. Poco a poco verá como aumenta el amperaje, que depende de la cantidad de metal desnudo de la plancha.
RECUERDE
• La rejilla CÁTODO se conecta al polo negativo (-) el terminal NEGRO
• El ÁNODO, la tira de contacto unida a la plancha se conecta al polo positivo (+) el terminal ROJO

La fuente de alimentación conectada
La pantalla a la izquierda indica 0,5 voltios
La pantalla de la derecha muestra 0,39 amperios

Mantenga el voltaje a 0,5 V (izquierda)
En este caso la corriente resultante es 0,4 A (derecha) que es la corriente que esta circulando en proporcion a la superficie de metal que se esta mordiendo
• Una vez a transcurrido el tiempo deseado, desconecte la fuente de alimentación, saque la plancha de la cubeta y lávela con abundante agua. Ver la sección: Lavado de las planchas.
Grabando líneas
Puede proteger la plancha con los barnices que desee. El tiempo para grabar líneas con electrólis sobre estos metales es amplio. De 15 minutos en adelante se pueden conseguir líneas imprimibles.
Pruebas con intervalos de mordida de 15 minutos :
• Cubra la plancha con el barniz elegido
• Dibuje una serie de líneas paralelas y cruzadas
• Grabe durante 15 minutos. Mantenga el voltaje a 0,5 voltios. Desconecte la fuente de alimentación. Saque la plancha de la cubeta y lávela con agua
• Cubra un área con barniz de paro, déjelo secar, e introduzca la plancha en el tanque y repita el proceso
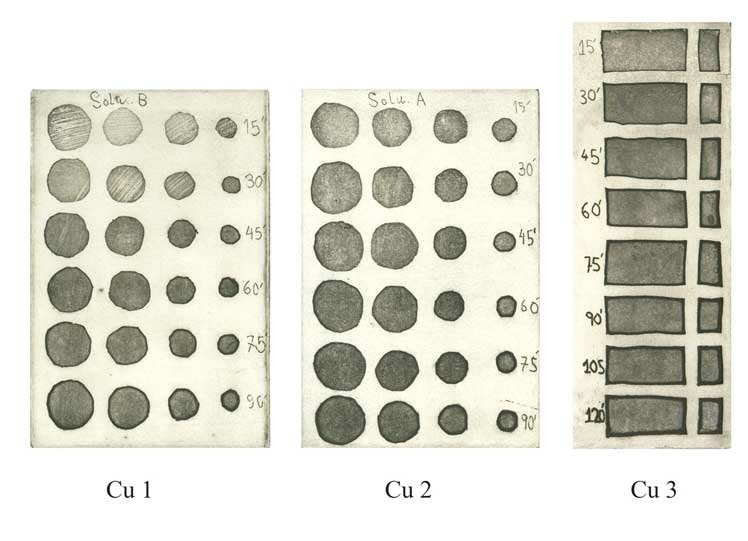
Pruebas de grabado de líneas sobre plancha de COBRE
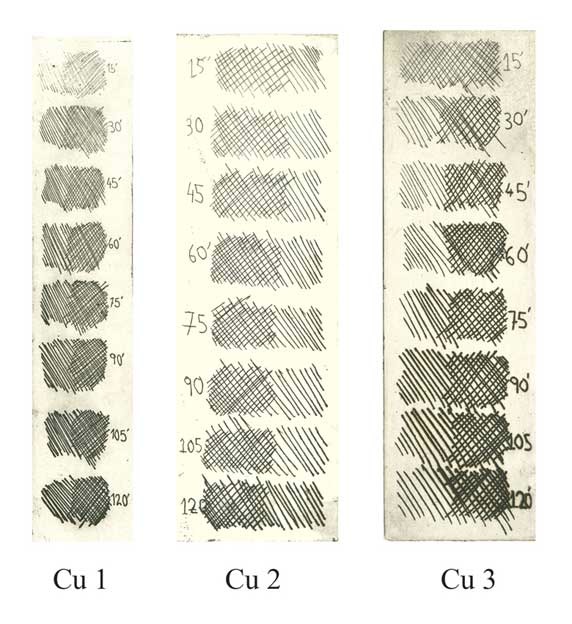
Cu 1 - Concentración de electrólito 160g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Cu 2 - Concentración de electrólito 250g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Cu 3 - Concentración de electrólito 250g / 1 L. Voltaje 1,0V. Intervalos de mordida de 15'.
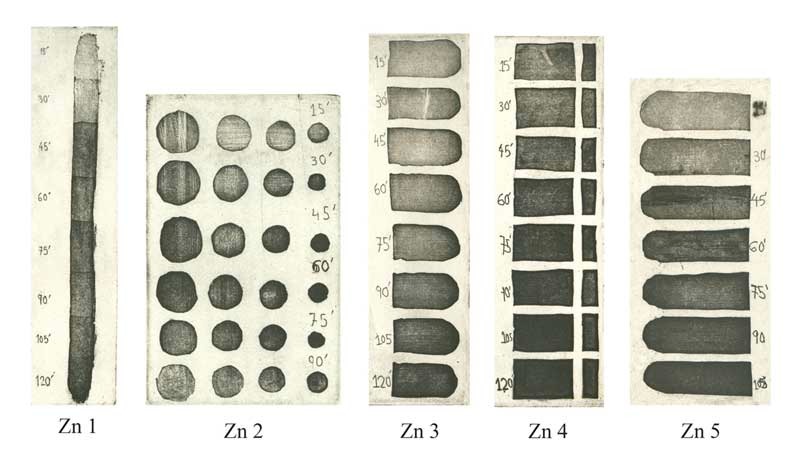
Pruebas de grabado de líneas sobre plancha de ZINC
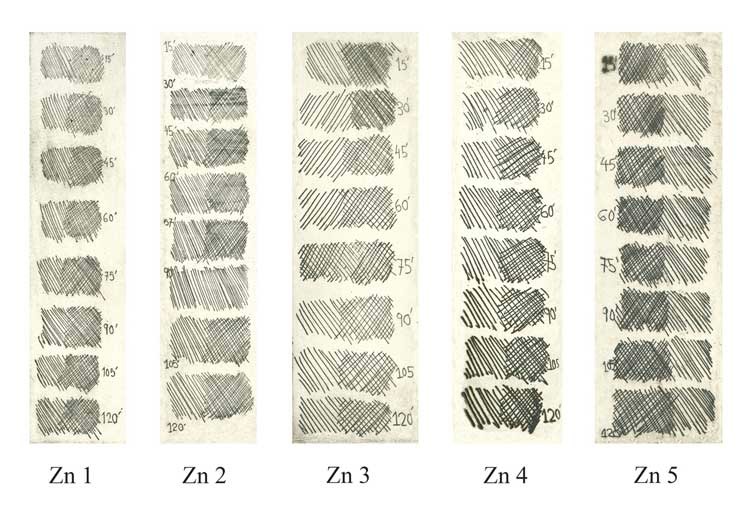
Zn 1 - Concentración de electrólito 160g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Zn 2 - Concentración de electrólito 225g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Zn 3 - Concentración de electrólito 300g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Zn 4 - Concentración de electrólito 300g / 1 L. Voltaje 1,0V. Intervalos de mordida de 15'.
Zn 5 - Concentración de electrólito 500g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Micropunto o Electrotinta (Electrotint, Microtint or Galv-tone)
La acción electrolítica sobre un área descubierta de la plancha da lugar a una superficie mate graneada en el metal que, al imprimirse, produce un tono similar al aguatinta.
Para obtener tonos como el aguatinta, simplemente dejará descubierta las áreas del metal desnudo donde actuará la electrólisis originando un micropunto parecido al aguatinta. La riqueza de estos tonos está en relación a la estructura y calidad de los diferentes metales que nos suministran a los grabadores.
Si quiere obtener zonas de graneado profundo para obtener tonos intensos, es preferible que grabe en intervalos de 15’ enjuagando la plancha, o dejando secar electrólito sobre la misma y volver a grabar de nuevo (sin bloquear la zona) hasta grabar el tiempo propuesto. Éste método produce un tono más intenso que una grabación continua de 60’ – 90’.
Sobre planchas de cobre, el micropunto "electrotinta" genera desde una gama de grises hasta los tonos más oscuros e intensos con disoluciones de baja concentración y voltaje. Una corriente de 1 V no produce un micropunto más intenso.
Como alternativa puede aplicar con un rodillo una capa de tinta calcográfica, descargando previamente algo de tinta del rodillo sobre un papel de periódico, de tal forma que cuando se aplique la tinta sobre la plancha, ésta quede cubierta por una trama de pequeños puntitos de tinta, que bloquearán la placa o la zona que se vaya a grabar como si fuera un aguatinta. Obviamente este método requiere alcanzar una buena habilidad con la práctica.
Puede hacer reservas con lápices de cera y litográficos, grabando y volviendo a insistir con otras capas de lápiz y grabando de nuevo, en diferentes intervalos de tiempo. También puede emplear salpicados de barniz, o un micropunto que se genera por galvanización invirtiendo la polaridad de la planchas. Si lo desea, puede usar resina de colofonia o betún de Judea para enmascarar las planchas y generar los efectos de aguatinta, pero la resina puede acabar desprendiéndose durante la acción electrolítica. El reto es no usar estas pulverizaciones y fundidos tóxicos: el taller de grabado es un nuevo espacio después de dejar de lado los ácidos, resinas y disolventes de penetrantes olores.
No he experimentado con los modernos sistemas de aguatintas acrílicas aplicadas con aerógrafos, pues con los bloqueadores acrílicos hay que aplicar dos capaz de barniz. Tal vez aplicando una pulverización de aguatinta acrílica y grabar durante unos 10’ y posteriormente seguir aplicando pulverizaciones y grabaciones durante varios intervalos, tal vez así se puedan obtener otros resultados interesantes.
Hay muchos más procesos para grabar con electrólisis que no hay espacio en esta 'fácil introducción' y muchos más experimentos quedan aún por hacer!
Pruebas grabado de "micropunto" con mordida abierta sobre plancha de COBRE
Cu 1 - Concentración de electrólito 160g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Cu 2 - Concentración de electrólito 200g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Cu 3 - Concentración de electrólito 250g / 1 L. Voltaje 1,0V. Intervalos de mordida de 15'.
Pruebas grabado de "micropunto" con mordida abierta sobre plancha de ZINC
Zn 1 - Concentración de electrólito 160g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Zn 2 - Concentración de electrólito 200g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Zn 3 - Concentración de electrólito 300g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Zn 4 - Concentración de electrólito 300g / 1 L. Voltaje 1,0V. Intervalos de mordida de 15'.
Zn 5 - Concentración de electrólito 500g / 1 L. Voltaje 0,5V. Intervalos de mordida de 15'.
Realice pruebas con las diferentes:
• concentraciones de electrólito
• voltaje (dentro de los límites de seguridad)
• tiempo
• distancia entre los polos
Aplicaciones
Puede experimentar con todo tipo de bloqueadores acrílicos y con base de aceite. Se pueden aplicar todas las técnicas tradicionales del grabado en hueco. También puede utilizar transferencias y láminas de fotopolímeros sobre las planchas. Las posibilidades de utilizar la galvanografía es otra de las múltiples posibilidades que los procesos electrolíticos nos ofrecen.
Estampación
Cualquier plancha grabada con los procesos descritos podrá ser estampada con las tradicionales técnicas que ha venido usando hasta ahora para el grabado en hueco. Preparando previamente el papel con la humedad adecuada, entintando la plancha en talla o mediante rodillos y tintas de distintas viscosidades y, finalmente, aplicando bastante presión con el tórculo.
SIGUIENTE - Lavado de las Planchas