Cuando se introducen dos planchas del mismo
metal enfrentadas en paralelo sin que haya contacto entre ellas en una
disolución salina (agua y una sal) conductora de la electricidad y del mismo
metal, y se conectan a los terminales de una fuente de alimentación de
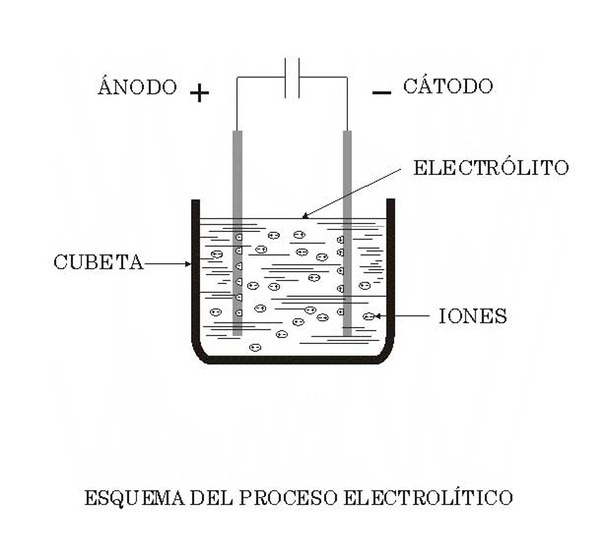
corriente continua, la corriente fluye de una plancha a otra a través de la
disolución, el electrólito.
El electrólito contiene iones metal
positivos e iones sulfato negativos. Al fluir la corriente, los iones positivos
y negativos del electrólito son atraídos a la plancha de polaridad opuesta. Los
iones metal positivos se adhieren al cátodo (polo negativo) y los iones sulfato
negativos son atraídos a las áreas desnudas del ánodo (polo positivo) y
reaccionan con el metal de la superficie, oxidándola y erosionándola *. El
resultado de este proceso es una mordida en el metal, igual que cuando se graba
con un ácido aunque con ciertas diferencias.
La plancha que deseamos grabar estará introducida en el tanque unida al ánodo (+), enfrentada en paralelo a otra plancha unida al cátodo (-) a una distancia entre ellas de 6 a 10 centímetros.
Al mismo tiempo que los iones metal positivos están volviéndose metal sólido en el cátodo, una cantidad equivalente de metal está siendo extraída del ánodo, conservando por tanto el electrólito su concentración original.
La cantidad de sulfato en la disolución no cambia, así el baño electrolítico es reutilizable. No se agota la disolución a medida que la vamos usando. Este equilibrio y estabilidad en la disolución, nos permite calcular los tiempos de mordida con mayor exactitud que con los ácidos.
Podemos decir que con una misma concentración en la disolución electrolítica, e igual tiempo y voltaje, las propiedades de la mordida en planchas con las mismas dimensiones y áreas a grabar, pueden ser semejantes. Si se tienen varias planchas con las mismas dimensiones y con idénticas áreas a grabar, pueden obtenerse idénticos resultados en todas las planchas usando la misma fórmula (concentración del electrólito, tiempo y voltaje).
Este sistema no desprende gases tóxicos, como los que se producen al grabar planchas de zinc , cobre o hierro con ácido nítrico o clorhídrico. Y, teniendo en cuenta unas pequeñas precauciones, por ejemplo, cuando introducimos y sacamos las planchas de los tanques o en su proceso de lavado, podemos considerar que es un método bastante inocuo.
Los procesos electrolíticos, utilizando energía eléctrica, tienen la ventaja de no producir residuos que, como las burbujas de los gases, obstruirían las tallas en el proceso de grabado, y además no generan precipitados sobre las tallas o que se depositen en el fondo de las cubeta como con otros métodos.
* Para más información sobre el proceso electrolítico, ver en esta página web el artículo The basis of Electro-etching - a simplified explanation. De A. Crujera y B. Perkin
SIGUIENTE - La Unidad de Grabado Electrolítico